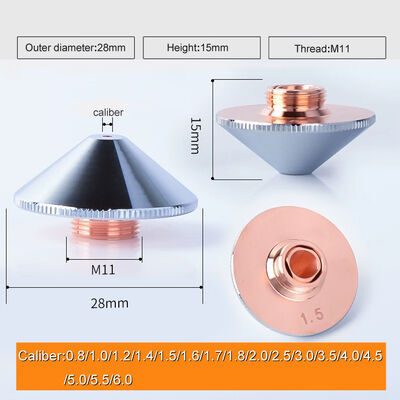
Victor Plasma Cutting Tip 22-1055 For Thermal Dynamics Plasma Cutting Consumables
Shanghai ZhouBo Welding & Cutting Technology company are a professional manufacturer of plasma cutter consumables, Our company is located in the Shanghai City, China ,it was established in 2007,but we had 10 years manufacturing experience in this field, the new factory covers an area of more than 10000 square meters .There are 50-100 workers and 20 research engineers.
Our company adopts modern management mode and devotes itself to new high performance design and production of welding & cutting equipments, with continuous technique advantages innovation .All our staff are striving to realize the aim of "Create Chinese Brand ,Build First-Class Enterprise ",with the spirit of "Being honest and pragmatic ,making pioneering efforts and seeking perfection with persistency.", Each of our products has been tested with a rigorous precision instrument, A large number of piercings tests and service life tests, And made batch trial in our customers. If all results are good, then we will producing them.
| XT-300® High Precision Plasma Torch |
|
|
|
|
| Ultra-Cut® 30-100Amps |
|
|
|
|
|
|
| Ultra-Cut® 100/150/200/300 |
|
|
|
|
|
|
|
|
Mild Steel
|
Amps |
Plasma/Shield Gas |
Shield Cup |
Shield Cap |
Shield Gas Distributor |
Tip |
Plasma Gas Distributor |
Electrode |
Cartridge |
| 30A |
O2 Plasma / O2 Shield |
22-1016 |
22-1024 |
22-1282 |
22-1050 |
22-1040 |
22-1068 |
22-1020 |
| 50A |
O2 Plasma / Air Shield |
22-1016 |
22-1025 |
22-1272 |
22-1051 |
22-1041 |
22-1069 |
22-1020 |
| 70A |
O2 Plasma / Air Shield |
22-1016 |
22-1026 |
22-1272 |
22-1052 |
22-1041 |
22-1070 |
22-1020 |
| 85A |
Air Plasma / Air Shield |
22-1016 |
22-1027 |
22-1272 |
22-1053 |
22-1041 |
22-1071 |
22-1020 |
| 100A |
O2 Plasma / Air Shield |
22-1016 |
22-1027 |
22-1272 |
22-1053 |
22-1041 |
22-1071 |
22-1020 |
|
Stainless Steel
Aluminum
|
30A |
Air Plasma / Air Shield |
22-1016 |
22-1033 |
22-1274 |
22-1059 |
22-1045 |
22-1077 |
22-1020 |
| N2 Plasma / H20 Shield |
22-1016 |
22-1033 |
22-1274 |
22-1059 |
22-1045 |
22-1077 |
22-1020 |
| 50A |
Air Plasma / Air Shield |
22-1016 |
22-1034 |
22-1274 |
22-1060 |
22-1041 |
22-1078 |
22-1020 |
| N2 Plasma / H20 Shield |
22-1016 |
22-1034 |
22-1274 |
22-1060 |
22-1041 |
22-1078 |
22-1020 |
| 70A |
Air Plasma / Air Shield |
22-1016 |
22-1035 |
22-1274 |
22-1061 |
22-1041 |
22-1079 |
22-1020 |
| N2 Plasma / H20 Shield |
22-1016 |
22-1047 |
22-1274 |
22-1064 |
22-1041 |
22-1084 |
22-1020 |
| 100A |
H35 Plasma / N2 Shield |
22-1016 |
22-1036 |
22-1274 |
22-1062 |
22-1041 |
22-1080 |
22-1020 |
| N2 Plasma / H20 Shield |
22-1016 |
22-1036 |
22-1274 |
22-1053 |
22-1041 |
22-1089 |
22-1020 |
| |
|
|
|
|
|
|
|
|
|
| XT-300® High Precision Plasma Torch |
|
|
|
|
| Ultra-Cut® 150-300Amps |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| Ultra-Cut® 150 |
|
|
|
|
|
|
|
| Ultra-Cut® 200 |
|
|
|
|
|
|
|
| Ultra-Cut® 300 |
|
|
|
|
|
|
|
|
Mild Steel
|
Amps |
Plasma/Shield Gas |
Shield Retainer |
Shield Cup |
Shield Cap |
Shield Gas Distributor |
Tip |
Plasma Gas Distributor |
Electrode |
| 150A |
O2 Plasma / Air Shield |
|
22-1016 |
22-1028 (≦20mm) 22-1275 (﹥20mm) |
22-1273 |
22-1054 |
22-1042 |
22-1072 |
| 200A |
O2 Plasma / Air Shield |
22-1014 |
22-1017 |
22-1030 |
22-1285 |
22-1055 |
22-1042 |
22-1093 |
| 250A |
O2 Plasma / Air Shield |
22-1014 |
22-1017 |
22-1030 |
22-1285 |
22-1056 |
22-1042 |
22-1093 |
| 300A |
O2 Plasma / Air Shield |
22-1021 |
22-1017 |
22-1029 |
22-1082 (≦15mm) 22-1283 (﹥15mm) |
22-1057 |
22-1042 |
22-1090 |
|
Stainless Steel
Aluminum
|
150A |
H35 Plasma / N2 Shield |
|
22-1016 |
22-1037 |
22-1278 |
22-1063 |
22-1041 |
22-1081 |
| N2 Plasma / H20 Shield |
|
22-1016 |
22-1048 |
22-1278 |
22-1092 |
22-1041 |
22-1081 |
| 200A |
H35 Plasma / N2 Shield |
22-1015 |
22-1017 |
22-1073 (SS/AL≦25mm) 22-1073 (SS﹥25mm) 22-1094 (AL﹥25mm) |
22-1284 |
22-1095 |
22-1043 |
22-1096 |
| N2 Plasma / H20 Shield |
22-1015 |
22-1017 |
22-1049 |
22-1284 |
22-1067 |
22-1043 |
22-1089 |
| 300A |
H35 Plasma / N2 Shield |
22-1015 |
22-1017 |
22-1038 (≦25mm) 22-1039 (﹥25mm) |
22-1284 |
22-1065 |
22-1041 |
22-1091 |
| N2 Plasma / H20 Shield |
22-1015 |
22-1017 |
22-1046 |
22-1284 |
22-1066 |
22-1043 |
22-1089 |
Technical Support:
How to maintain CNC cutting machine
CNC cutting machine working site and working environment is relatively poor, relatively large metal dust. Therefore, the machine must be fully cleaned and maintenance, the person responsible for the equipment lubrication, maintenance and maintenance work!
A. e operation:
1. CNC cutting machine is a sophisticated equipment, so the cutting machine operation must do sanding (man, machine, posts)
2 the operator must go through professional training and be able to skillfully operate, non professionals do not move.
3. In the operation must be confirmed without external interference, everything is normal, the cutting plate dipping in the cutting platform, the plate can not be more than cutting range (Note: in hoisting to be careful).
B. Daily maintenance and maintenance:
1. Each work, must clean up the dirt and guide rail machine, make the bed is kept clean, air and power is shut down work. At the same time emptying machine tube with residual gas.
2 if you leave the machine for a long time to turn off the power, in case of non professional operation.
3 observe the machine horizontal, vertical guide rail and rack surface with no lubricating oil, to keep the good lubrication!
C. Weekly maintenance and maintenance:
1 weekly to the machine for a comprehensive clean-up, horizontal, vertical guide rail, transmission gear rack cleaning, filling the lubricating oil.
2 check the horizontal and vertical rail cleaning device is working properly, if not properly and timely replacement.
3 check all the torch is loose, clean up the garbage of the ignition gun ignition, maintain normal.
4 if there is automatic adjustment of the device, the detection is sensitive, whether to replace the probe.
D. Maintenance of the month and quarter:
1 check the total air intake is free of garbage, each valve and pressure gauge is working properly.
2 check all tracheal joints are loose, all pipes with no damage. Tighten or replace if necessary.
3 check all the transmission parts are loose, check the gear and rack meshing situation, when necessary to adjust.
4 loosen up device, drive pulley by hand, whether freely, such as timely adjust or replace the abnormal situation.
5 check the clamping block, steel belt and guide wheel with no loose, steel belt tightness condition, when necessary adjustment.
6 check the electrical cabinet and operation platform, the fastening screw is loose, clean up the dust inside the cabinet with a vacuum cleaner or hair dryer. Check if the connector is loose (refer to the electrical manual).
7 check the performance of all buttons and select the switch, the replacement of the damaged, and finally draw a comprehensive detection of the accuracy of the machine.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!