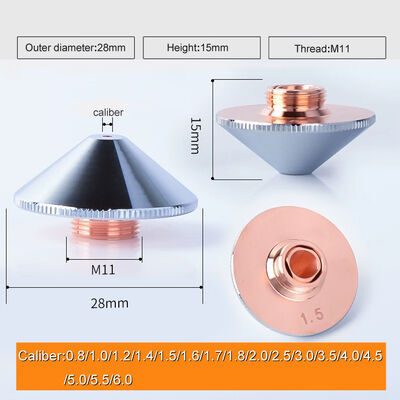
969-95-24960 Shield Cap For Komatsu 1.4mm Nozzle, Komatsu Plasma Cutting Machine Parts
Shanghai ZhouBo Welding & Cutting Technology is specialized in Welding & Cutting consumables with Good Quality, Competitive Price, On-Time Delivery and Excellent Services and we are looking for long-term friendly cooperation with you.
Komatsu plasma Cutting machine 30KW, 60KW accessories, plasma consumables. Komatsu plasma 3082, 3084, 3086 plasma cutting accessories, Komatsu plasma torch parts. Komatsu plasma cutter nozzle 969-95-24130 1.3mm, plasma cutting nozzle 969-95-24180 1.1mm, nozzle 969-95-24190 0.8mm, nozzle 969-95-24770 0.6mm, nozzle 969-95-24930 1.4mm, nozzle 969-95-24920 1.6mm, Koike electrode 969-95-24310, electrode 969-95-24910, Shield 969-95-24340, Shield 969-95-24750, Shield 969-95-24810, Shield 969-95-24950, Shield 969-95-24960
1. HEC Brand
We make metal cutting system and plasma cutter as well as torch and consumables. We make plasma cutting machine and fiber laser cutting machine with high quality and reliablity.
2. Cut Performance
HEC plasma consumables use high quality material and standard process to make sure the highest quality. Our consumables cutting performance is as the same as orginial OEM manufactory.
3. Good Price
HEC plasma consumables are good quality with low price make customers best requirement and saving money.
4. Big Catagory
HEC sell all kinds of plasma consumables include , EASB, Kjellberg, Koike and also supply some torch.
| Machine |
HEC NO. |
Ref NO. |
Description |
| 30KW |
L41470 |
969-95-24470 |
Outer Cap |
| L21750 |
969-95-24750 |
Shield Cap (<t6mm) |
| L21810 |
969-95-24810 |
Shield Cap (>t6mm) |
| L31141 |
969-95-24141 |
Ring |
| L11130 |
969-95-24130 |
Nozzle 1.3mm |
| L11190 |
969-95-24180 |
Nozzle 1.1mm |
| L11180 |
969-95-24190 |
Nozzle 0.8mm |
| L11770 |
969-95-24770 |
Nozzle 0.6mm |
| L71320 |
969-95-24320 |
Guide A (Nozzle 1,3,1,1mm) |
| L71780 |
969-95-24780 |
Guide B (Nozzle 0.8,0.6mm) |
| L01310 |
969-95-24310 |
Electrode |
| L91410 |
969-95-24410 |
Shim for Outer cap |
| L91162 |
969-94-24162 |
Center pipe |
| L91163 |
969-94-24163 |
Center pipe |
| L81311 |
969-94-24311 |
Torch Body Kit |
| L81312 |
969-94-24312 |
Torch Body Kit |
| L90990 |
969-95-10990 |
Cooling water |
| L01910 |
969-95-24910 |
Electrode |
| L11920 |
969-95-24920 |
Nozzle 1.6 |
| L11930 |
969-95-24930 |
Nozzle 1.4 |
| L21950 |
969-95-24950 |
Shield Cap 1.6 |
| L21960 |
969-95-24960 |
Shield Cap 1.4 |
| |
|
|
|
Technical Support:
Common problems in the application of plasma cutting machine
Plasma cutting electrical arc stability directly affect the cutting quality, plasma arc unstable phenomenon, lead to incision is uneven, product of melanoma defects, may also lead to the decrease of the control system of the related components life, nozzle and electrode frequent replacement. In view of this phenomenon, analyze and propose solutions.
1 low pressure
"Plasma cutting machine work, such as work pressure far below specifications required pressure, which means of the arc plasma jet velocity weakening, input the air flow is less than the specified value, this form of high energy and high speed of plasma arc, causing the incision quality is poor, cut through, incision tumor of the product phenomenon. Insufficient pressure of the reasons are: air compressor input, cutting machine, air regulator low voltage, electromagnetic valve oil, gas path is obstructed etc..
"The solution is, before use to observe the air compressor output pressure display, if not meet the requirements, adjust the pressure or the maintenance of air compressor. If the input pressure has reached the requirements, should be properly adjusted check air filter relief pressure valve, gauge display can meet the cutting requirements. Otherwise deal with air filter relief pressure valve for routine maintenance, ensure that the air dry, no oil. If the input can cause poor air quality, oil solenoid valve, the valve opening, the valve port is not fully open. In addition, torch nozzle pressure is too low, also need to replace the solenoid valve; gas road section variable is caused by pressure is too low, according to the specifications for tracheal replacement.
2 high pressure
"If the input air pressure far exceed 0.45MPa, after the formation of the plasma arc, the large flow of air will blow concentrated arc column, the energy of arc column dispersion, decreased the plasma arc cutting intensity. Cause the pressure is too high, the reasons are: improper input air conditioning, air filter regulator is too high or air filter valve failure.
The solution is to check whether the pressure of the air compressor is adjusted properly, air compressor and air filter pressure relief valve is dysfunctional. After startup, such as rotating air filter relief pressure valve adjusting switch, gauge unchanged, indicating that the air filter relief pressure valve failure, need to be replaced.
3 cutting torch nozzle and electrode
"Since the nozzle installation is improper, such as threads are not tightened, equipment of each block bit improper adjustment, need water cooling of the torch at work, not in accordance with the requirements of pass into the flow of cooling water and frequent arcs, will cause premature failure of the nozzle.
"The solution is, in accordance with the requirement of technology of the workpiece cutting and the correct adjustment of equipment gear, check the torch nozzle is installed firmly is, through the cooling water nozzle should be made in advance in cooling water circulation up. When cutting, cutting torch and workpiece thickness adjustment according to workpiece distance.
4 input AC voltage is too low
Plasma cutting machine using the site has a large power use facilities, cutting machine internal main circuit components, etc., will make the input AC voltage is too low.
The solution is to check whether there is sufficient capacity of the plasma cutting machine access to the power grid, the power line specifications are in line with the requirements. Plasma cutting machine installation location, should be far away from large electrical equipment and often have electrical interference place. The use of the process, to regularly clean the dirt and dust cutting machine components, check the wiring is aging etc..
5 poor contact with the ground
"The ground is essential preparation before cutting work a. Without the use of special grounding tool, workpiece surface insulation and long-term aging serious ground, will cause poor contact with the ground.
Should use special grounding tool, and check whether the insulation effect of the ground contact with the workpiece surface, avoid the aging ground.
6 spark generator can't be broken arc
Plasma cutting machine, first of all to ignite the plasma arc, by the high frequency oscillator excited gas between the electrode and the inner wall of the nozzle, resulting in high-frequency discharge, the gas ionization and the formation of local small arc, the small arc by compressed air, ejected from the nozzle to ignite plasma arc. This is main task spark generator. Under normal circumstances, the spark generator working time is 0.5 ~ 1s, the reason does not automatically break arc is generally offset control circuit board components, discharge electrode gap of the spark generator is not right.
Should always check the spark generator discharge electrode, make the surface smooth, timely adjustment of the discharge electrode gap spark generator (0.8 ~ 1.2mm), it is necessary to change control board.
7 other
"In addition to the above reasons, the cutting speed is too slow, cutting the verticality of the torch and workpiece, and the operator of the plasma cutting machine familiarity, the operation level and influence the stability of the plasma arc, the user should notice in these aspects.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!