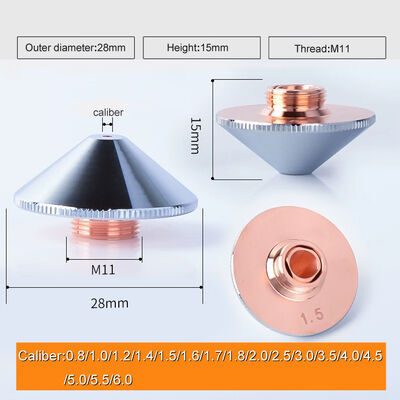
Kjellberg Swril Gas Cap .11.848.401.1545 G4345 For Hifocus Plasma Cutter Machine
Our company adopts modern management mode and devotes itself to new high performance design and production of welding & cutting equipments, with continuous technique advantages innovation .All our staff are striving to realize the aim of "Create Chinese Brand ,Build First-Class Enterprise ",with the spirit of "Being honest and pragmatic ,making pioneering efforts and seeking perfection with persistency."
Company commitment: thinking what customers think, worrying what customers worry, in time delivery and high tracking service.
1. Can supply various models of plasma Consumables electrode, nozzle, shield, swirl ring, inner cap, retaining cap, water tube, torch body, such as HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD3070, HD4070, HT2000, MAX200, POWERMAX1650, POWERMAX1250, POWERMAX65, POWERMAX85, POWERMAX45, POWERMAX30 and so on.
2. Can make as per customer's requirements. Almost Every Parts Have A Lot Of Stock.
3.The strict quality control. Our products processed are using CNC machines, we have fifteen sets of high-precision testing equipment and Eighty experienced skilled workers.
| Machine | HEC NO. | Thum NO. | Ref NO. | Description |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Stainless Steel) | K94231 | G971 | .11.848.211.142 | Cooling tube |
| K0424 | G044 | 11.848.211.530 | Cathode |
| K0422 | G042 | .11.848.211.510 | Cathode ArH2 |
| K7441 | G101 | .11.848.221.145 | Gas guide |
| K14610 | G2010 | .11.848.221.410 | Nozzle O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Nozzle cap |
| K541218 | G3018 | .11.848.201.1618 | Nozzle cap |
| K641522 | G4022 | .11.848.201.1522 | Swirl gas cap |
| K641525 | G4025 | .11.848.201.1525 | Swirl gas cap |
| K0432 | G052 | .11.848.311.510 | Cathode |
| K7445 | G105 | .11.848.221.149 | Gas guide |
| K141016 | G2516 | .11.848.311.616 | Nozzle |
| K641830 | G4530 | .11.848.311.1530 | Swirl gas cap |
| K44191 | G501 | .11.848.201.081 | Protective cap |
| K04261 | G071 | .11.848.411.500 | Cathode ArH2 |
| K74255 | G125 | .11.848.421.149 | Gas guide |
| K141125 | G2725 | .11.848.411.625 | Nozzle ArH2 |
| K141127 | G2727 | .11.848.411.627 | Nozzle ArH2 |
| K141129 | G2729 | .11.848.411.629 | Nozzle ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Nozzle cap |
| K541419 | G3219 | .11.848.401.1619 | Nozzle cap |
| K541429 | G3229 | .11.848.401.1629 | Nozzle cap |
| K541449 | G3249 | .11.848.401.1649 | Nozzle cap |
| K641735 | G4330 | .11.848.401.1530 | Swirl gas cap |
| K641745 | G4335 | .11.848.401.1535 | Swirl gas cap |
| K641740 | G4340 | .11.848.401.1540 | Swirl gas cap |
| K641745 | G4345 | .11.848.401.1545 | Swirl gas cap |
| K641750 | G4350 | .11.848.401.1550 | Swirl gas cap |
| K641755 | G4355 | .11.848.401.1555 | Swirl gas cap |
| K44201 | G521 | .11.848.401.081 | Protective cap |
| K94211 | G901Y | .11.848.201.142 | Water Tube |
| K94212 | G902Y | .11.852.201.142 | Water Tube |
| K94241 | G931Y | .11.848.401.142 | Water Tube |
Technical Support:
plasma cutting arc fault analysis
1. air pressure is too low
Plasma cutting machine work, such as work pressure far below specifications required pressure, which means that the plasma arc jet velocity weakening, input the air flow is less than the specified value, this form of high energy and high speed of plasma arc, causing the incision quality is poor, cut through, incision tumor of the product phenomenon. The reasons for the lack of air pressure: air compressor input is insufficient, the pressure of the cutting machine air regulator is too low, there are oil pollution in the solenoid valve, the gas path is not smooth, etc.. The solution is to use before the observation of air compressor output pressure display, such as does not meet the requirements, can adjust the pressure or maintenance of air compressor. If the input pressure has reached the requirements, should check air filter relief pressure valve regulation is correct; gauge display can meet the cutting requirements. Otherwise deal with air filter pressure relief valve to carry out routine maintenance, to ensure that the input air dry, no oil. If you enter the air quality is poor, will cause the oil pollution in the valve, the valve is difficult to open, the valve port can not be fully opened. In addition, torch nozzle pressure is too low, the replacement valve; gas road section variable is caused by pressure is too low, according to the specifications for tracheal replacement.
2. air pressure is too high
If the input air pressure is far more than 0. 45MPa, after the formation of the arc ion, the large flow of air will blow concentrated arc column, the energy of arc column dispersion, decreased the plasma arc cutting intensity. Cause the pressure is too high, the reasons are: improper input air conditioning, air filter regulator is too high or air filter valve failure. The solution is to check whether the pressure of the air compressor is adjusted properly, air compressor and air filter pressure relief valve is dysfunctional. After startup, such as rotating air filter relief pressure valve adjusting switch, gauge unchanged, indicating that the air filter relief pressure valve failure, need to be replaced.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!