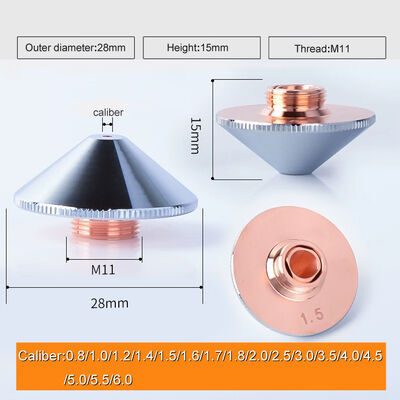
Kjellberg Torch Accessories 11.842.401.160 S3004 For Kjellberg HiFocus Nozzle Cap
Shanghai ZhouBo Welding & Cutting Technology is a professional manufacturer plasma consumables electrode, nozzle, shield, swirl ring, inner cap, retaining cap, water tube, torch body and so on. We have tens years experience to export many countries, and our products is very competitive in the world.
Kjellberg plasma cutting machine:HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i and so on
Kjellberg machine :PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 and so on
Electrode: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 and so on.
Nozzle: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
| Machine |
HEC NO. |
Thum NO. |
Ref NO. |
Description |
|
HiFocus 130i
|
K60191 |
Z501 |
11.835.201.081 |
Protection Cap |
| K601515 |
Z4015 |
.11.835.201.1561 |
Swirlgas Cap 1.5mm |
| K601520 |
Z4020 |
11.835.201.1571 |
Swirlgas Cap 2.0mm |
| K601522 |
Z4022 |
.11.835.201.1551 |
Swirlgas Cap 2.2mm |
| K601525 |
Z4025 |
.11.835.201.1581 |
Swirlgas Cap 2.5mm |
| K601530 |
Z4030 |
.11.835.201.1591 |
Swirlgas Cap 3.0mm |
| K601640 |
Z4140 |
11.835.401.1571 |
Swirlgas Cap 4.0mm |
| K601830 |
Z4530 |
11.835.411.1581 |
Swirlgas Cap 3.0mm |
| K601835 |
Z4535 |
11.835.411.1580 |
Swirlgas Cap 3.5mm |
| K601840 |
Z4540 |
11.835.411.1591 |
Swirlgas Cap 4.0mm |
| K601845 |
Z4545 |
11.835.411.1590 |
Swirlgas Cap 4.5mm |
| K511204 |
S3004 |
11.842.401.160 |
Nozzle Cap 0.4mm |
| K511208 |
S3008 |
11.842.401.162 |
Nozzle Cap 0.8mm |
| K511228 |
S3028 |
11.842.401.1622 |
Nozzle Cap 0.8mm |
| K511248 |
S3048 |
11.842.401.1624 |
Nozzle Cap 0.8mm |
| K511218 |
S3018 |
11.842.401.1621 |
Nozzle Cap 0.8mm |
| K11606 |
S2006X |
11.843.021.406 |
Nozzle0.6 25A |
| K11607 |
S2007X |
11.843.021.407 |
Nozzle0.7 35A |
| K11608 |
S2008X |
11.843.021.408 |
Nozzle0.8 50/60A |
| K11609 |
S2009X |
11.843.021.409 |
Nozzle0.9 70/80A |
| K11610 |
S2010X |
11.843.021.410 |
Nozzle1.0 80/90A |
| K11611 |
S2011X |
11.843.021.411 |
Nozzle1.1 90/100A |
| K11612 |
S2012X |
11.843.021.412 |
Nozzle1.2 100/130A |
| K11614 |
S2014X |
11.843.021.414 |
Nozzle1.4 130/160A |
| K11616 |
S2016X |
11.843.021.416 |
Nozzle1.6 160A |
| K11712 |
S2112X |
11.843.121.412 |
Nozzle1.2 100A |
| K11714 |
S2114X |
11.843.121.414 |
Nozzle1.4 130A |
| K11716 |
S2116X |
11.843.121.416 |
Nozzle1.6 160A |
| K111014 |
S2514X |
11.843.111.614 |
Nozzle1.4 120A |
| K111016 |
S2516X |
11.843.111.616 |
Nozzle1.6 140A |
| K111018 |
S2518X |
11.843.111.618 |
Nozzle1.8 160A |
| K0102 |
S002Y |
11.843.021.320-AG |
Cathode, Ag |
| K0112 |
S012X |
11.843.121.310-AG |
Cathode, Ag |
| K0122 |
S042 |
11.842.411.510 |
Cathode, HiFinox® (i) |
| K0132 |
S052 |
11.842.511.510 |
Cathode, FineFocus® (i) |
| K91231 |
S901 |
11.842.401.152 |
Cooling Tube |
Technical Support:
Main factors leading to serious waste of steel and supplies
1. The numerical control system is not stable: user in the purchase of CNC cutting machine CNC system selection, blindly pursue civil computer high configuration, selection of windows system, high frequency CPU and hard disk, ignoring the stability of the numerical control system used in industry. Because of the high frequency CPU and hard disk power, high calorific value, especially in the summer, CNC system internal heat overheating, resulting in CNC system and cutting machine doesn't work, have to use the numerical control system for cooling industrial fan. In addition, the high frequency CPU must be equipped with a fan, and the fan is easy to wear and tear, limited life, easily lead to the CPU and motherboard damage, hard disk vibration damage to the track and infectious virus will cause instability of the NC system, leading to cut production stagnation. without the use of nesting software: in the purchase of CNC cutting machine did not buy the nesting optimization software, only the use of CAD software and NC conversion software, drawing and NC cutting file, or is called NC system in the parts library, in the NC system of DXF or NC file manual process nesting, local cutting, CNC cutting machine most of the time in a waiting programming nesting in the idle state, greatly reduces the numerical control cutting machine production efficiency, also due to local steel plate cutting, produced a large number of surplus materials or surplus steel, steel leads to the serious waste.
2. Can't achieve automatic cutting: CNC system without the automatic cutting process and cutting parameter database, cutting workers can only by virtue of experience and observe the eyes, by manually adjusting and controlling the punching, cutting speed and corner acceleration and deceleration, cannot achieve automatic perforation and automatic cutting, CNC cutting machine production efficiency can not play an effective role.
3. Single cutting heat and cutting deformation: is each part to is preheated perforation and one of cutting, without the use of edge, borrow edge, bridging continuous cutting, cutting way, not only prone to hot cutting deformation and flame preheated perforation time-consuming consumables, low cutting efficiency, can cut mouth waste serious.
4. Cutting quality problem: lead parts, such as a cut point burn scars, part corner burning, cutting surface tilt excessively, cutting circular parts circle deformation or not closed, cutting large size workpiece occur serious error, the cutting deformation such as the non closure of severe cutting quality problem.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!